«Ces étonnantes machines avaient une force surprenante qui a étonné plus d’un mécanicien». Ces paroles de Roger Dupuy, auteur du livre « Le chemin de fer à Papa », résumentleurs qualités.A part la porte de boîte à fumée plutôt style « 19ème siècle », elles avaient une allure assez moderne pour l’époque, ces 50 machines construites en Autriche pour le PLM et livrées en 1922. Force est de constater que là-bas comme en Allemagne on se préoccupait davantage de l’ergonomie qu’en France. Les abris étaient plus spacieux, les injecteurs toujours en charge apparurent plus tôt par exemple. Sur le tender de celles-ci, le bas des caisses à eau était déjà arrondi, réduisant la morsure de la rouille, qui rongeait et perçait prématurément les cuves aux angles vifs. Preuve qu’elle était bonne, cette solution fut ensuite retenue pour les tenders « Nord » puis les « unifiés SNCF » (37 A, 38 A, 36 B, 34 P, 36 P...)Les plans inclinés, marquant le changement de largeur entre les caisses à eau en bas et la soute à combustible en haut, étaient constitués de trappes de remplissage sur presque toute la longueur du tender. Roger Dupuy nous a rapporté ce souvenir de son père, qui avait été chauffeur sur l’une d’elles à Roanne où une quinzaine de ces 5 A avaient été affectées à leur livraison, avant de rejoindre leurs sœurs alésiennes en 1926 : « Avec ce dispositif on était sûr de ne pas manquer la grue hydraulique, à deux ou trois mètres près, aux arrêts en gare».
DES AVANTAGES ET DES ERREMENTS
Il est vraiment étrange que les ingénieurs du PLM n’aient pas prévu avant la commande de faire concevoir ces machines en fonction de leur utilisation précise sur les lignes où elles étaient destinées. A commencer par la commande de marche à droite …en 1921 ! Ce serait carrément stupide si ces 50 machines furent vraiment construites sur commande, plutôt que prélevées sur un contingent existant déjà, au titre de réparation des dommages de guerre.
Dès les premières années de service, des modifications importantes et coûteuses durent être effectuées :
- Remplacement du frein à vide d’origine par le frein à air, avec pompe Fives-Lille et 2ème réservoir, placé sur le côté droit.
- Alors que la tendance devint à cette époque l’équipement de foyers en acier sur les locomotives, à l’inverse les modernes 5 A virent le leur reconstruit en cuivre. Bonjour la facture ! Les raisons étaient d’une part la mauvaise qualité de l’eau dans la région, et d’autre part la conception de leur boîte à feu, prévue pour brûler du charbon de bonne qualité, et non pas le poussier des mines des Cévennes qui leur était alloué. Ce «Tapioca» coulait entre les barreaux trop espacés du cendrier, et formait des galettes de mâchefer qui étouffaient le feu ; et pas de grille à bascule pour les évacuer, il fallait le faire par le gueulard. Bonjour le taf’ pour le chauffeur !
- Pose de chapelles d’introduction de l’eau « dans la vapeur » sur le dessus à l’avant de la chaudière (les chapelles d’origine étaient sur la « devanture » sous l’abri).
- Ajout d’une sablière à air comprimé (dôme-réservoir devant le dôme de vapeur). A l’origine, une sablière placée entre les longerons n’agissait que sur un seul essieu.
- Remplacement de l’indicateur-enregistreur Haushalter par un appareil Flaman, avec prise de mouvement reportée à gauche.
Ultérieurement, le graissage fut amélioré par la pose de graisseur mécanique sur le tablier côté gauche, la capacité de freinage augmentée grâce à un compresseur d’air bi-compound, des tôles furent posées pour occulter les fenêtres latérales de l’abri, un turbo-ventilateur Rateau installé sous l’abri côté gauche, pour apporter de l’air supposé plus pur à l’équipe de conduite dans les tunnels enfumés.
Ainsi équipées, les 5 A firent une carrière honorable. La 050 A 35 (certaines sources disent que c’était la 31) fut prélevée par les allemands et recouverte d’un blindage. Elle fut utilisée pour remorquer le train blindé qui fut capturé et utilisé pour le tournage de « La bataille du rail ». La diminution progressive du volume d’extraction de charbon des mines cévénoles provoqua dans les années 50 le retrait rapide des 050 A. Des unités et des tenders restèrent quelques années « au tas » sur le faisceau de Chantilly après leur radiation. Les dernières jetèrent leurs derniers feux en 1956, sauf les 050 A 34 et 41 qui, louées aux houillères, s’éteignirent l’année suivante.




Sur le faisceau « Chantilly » à Alès en 1957, des 5 A garées en Attente d’Amortissement (Photos Jean Florin, avec son aimable autorisation)
UN MODÈLE AU FONCTIONNEMENT DU "STANDART ROCO"
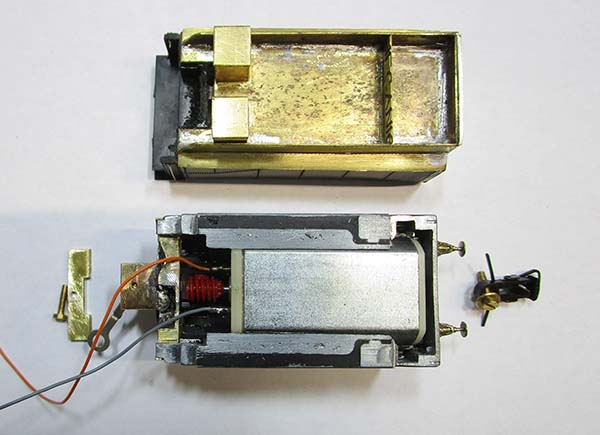
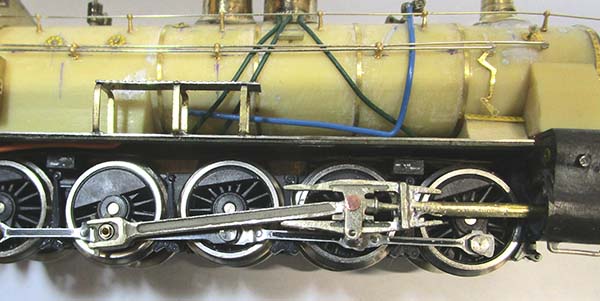
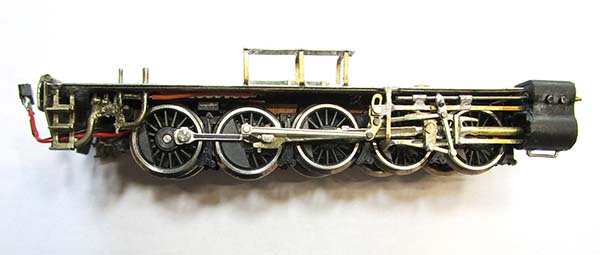
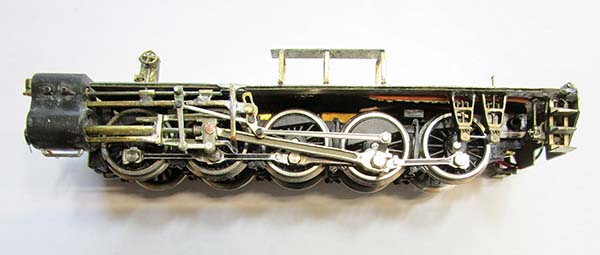
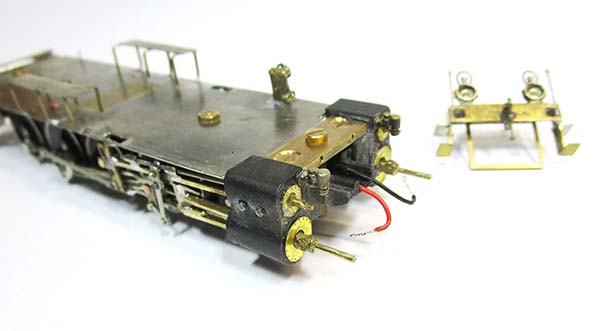
La morphologie inhabituelle des 5 A comparée aux machines d’origine PLM mais aussi des autres « prises de guerre » retient l’attention. Le fait qu’elles soit emblématiques de l’établissement d’Alès compte aussi beaucoup pour tout modéliste inconditionnel de la ligne des Cévennes et son célèbre dépôt vapeur. Retrouvant au fond d’un tiroir les éléments principaux d’un modèle de 150 C Roco, ma motivation s’est renforcée pour m’attaquer à cette construction. A quelques millimètres près, le châssis de la loco avec son train de roues accouplées est aux bonnes dimensions. Cette approximation n’a que peu d’importance en regard de l’économie d’un long travail de construction intégrale et de mise au point de cet ensemble. Le diamètre des roues correspond. La réutilisation des bielles d’accouplement, les palpeurs de courant déjà en place avec toute leur efficacité sur 8 des 10 roues, ces avantages donnent l’envie à un bricoleur passionné de s’y essayer. Quand j’aurai ajouté que le bloc-moteur du tender nous tend les bras prêt à être remis – sans aucune intervention sur la moto-transmission - dans une nouvelle caisse, on l’aura compris : cette grosse part du travail étant déjà faite laisse le « charcutier-bidouilleur » se consacrer tranquillement au reste, avec en tête l’assurance qu’au final son modèle sera doté d’un fonctionnement sans faille, celui du « standard Roco ».
Eric Seibel – août 2021
Bibliographie
- « Le chemin de fer à Papa » de Roger Dupuy (éd. Du Cabri)
- « Vapeur en Cévennes » de Pierre Pignède (éd. du Cabri)
- « La grande histoire de la ligne des Cévennes » de Jean-Paul Pignède et Pierre Simonet (éd. du Cabri)
Robert Garbe et Karl Gölsdorf, mécanos de génie
« Vous ne pouvez pas économiser une tonne de poids sur une locomotive, mais vous pouvez économiser un kilo dans mille endroits »
Alès, 1958. Faisceau de Chantilly. Les dernières, au tas. Plaque en bronze moulé : «Staats Eisenbahn Gesellschaft». Avec mon blaze à consonance teutonne, vous vous attendez sans doute à m’entendre déclarer : « zé ma markeuh brévérée », tel le truand opposé à Lino Ventura dans « Les Tontons flingueurs ».
A la place, je ramène ma science : comme la compagnie du Midi l’avait fait en 1908 en s’équipant de 050-tender pour la traction de lourds trains de marchandises sur les sévères rampes de sa ligne Béziers-Neussargues, le PLM décide après la grande guerre de tenter à son tour l’expérience pour la ligne des Cévennes et entre Lyon et Roanne (rampe des Sauvages). Choix judicieux, cette commande de 50 locos à l’Autriche dans le cadre des réparations des dommages de guerre. Simple expansion et surchauffe, timbre de chaudière relativement bas (14 hpz), ces machines sont robustes, d’un poids non excessif et d’un entretien à priori peu coûteux. Ces conceptions de l’allemand Garbe et l’autrichien Gölsdorf, à l’opposé de celles des machines compound, sont adoptées par les chemins de fer de leurs pays et par beaucoup d’autres compagnies.
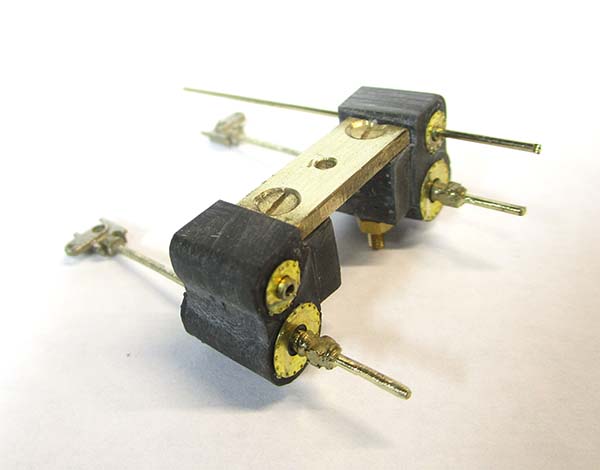
C’est à Gölsdorf que l’on doit le système d’essieux convergents dont sont équipées ces machines. Il résout le problème de l’usure excessive des rails et des boudins des roues dans les courbes à faible rayon des lignes de montagne. On est bien d’accord, les roues réunies par des bielles d’accouplement doivent absolument garder une position par rapport aux longerons du châssis telle que leur entraxe reste invariable. Ce gars-là a inventé l’ensemble mécanique constitué d’un essieu creux « fixe » par rapport aux longerons, dans lequel un autre portant les roues lui est relié par l’intermédiaire de sphères concentriques. Houlà, la prise de tête ! On peut penser que la complication mécanique des machines compound, si elle est évitée, est ici remplacée par celle de ces essieux convergents. C’est d’ailleurs la raison pour laquelle le P.O., lorsqu’il a commandé des 050 T semblables à celles du Midi, ne les a pas voulues dotées de cet équipement. Mais ça marche plutôt bien, il ne semble pas qu’on ait galéré avec ça dans les ateliers d’entretien du Midi ni du PLM.
Lucien-Maurice Vilain, qui n’a visiblement pas bien aimé les 5 A du PLM, a écrit : « On ne peut même pas prétendre (les raisons qui ont conduit le PLM à commander cette série) que ce fût une question d’adhérence, car malgré la présence de 5 essieux couplés, ces machines n’offraient pas beaucoup plus de poids adhérent et notablement moins que les Mikado du même réseau». Cependant, il reconnut qu’elles ont fait un service satisfaisant, et leur charge de seulement 13 tonnes par essieu a permis de les utiliser sur toutes les lignes de l’étoile d’Alès. Malgré la dotation à ce dépôt de nombreuses Mikado 141 D, E et F, des 050 A ont été utilisées jusqu’en 1956.
Comme pour les bagnoles, on dénigre les marques étrangères : « fabriquons et consommons français » ; mouais, je veux bien. Mais en même temps je constatequ’ici aussi dès qu’on a du pognon on roule en « Merce » ou en « Béhème »…

Une 050 A à l’époque SNCF. On remarque les ajouts visibles à l’extérieur : dôme de la sablière, chapelles devant ce dôme, compresseur bi-compound, graisseur mécanique (Bosch). Photo L.M. Vilain, dans le livre « La grande histoire de la ligne des Cévennes »
LES ÉTAPES DE LA CONSTRUCTION
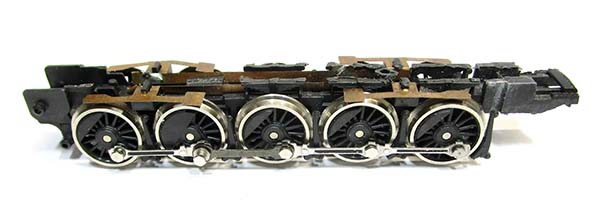
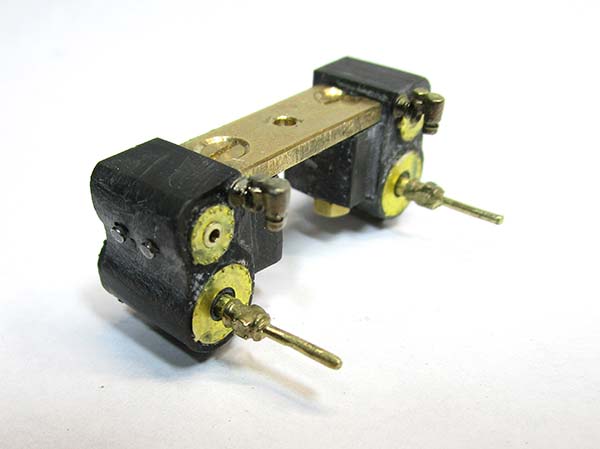
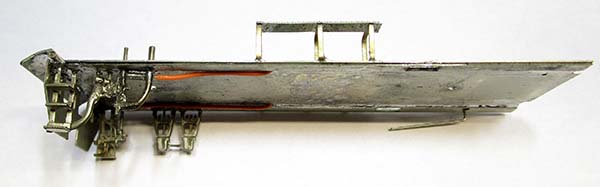
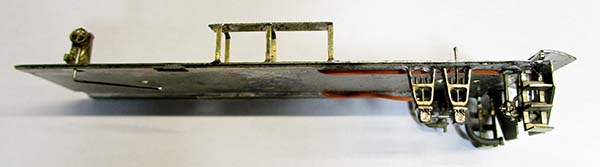
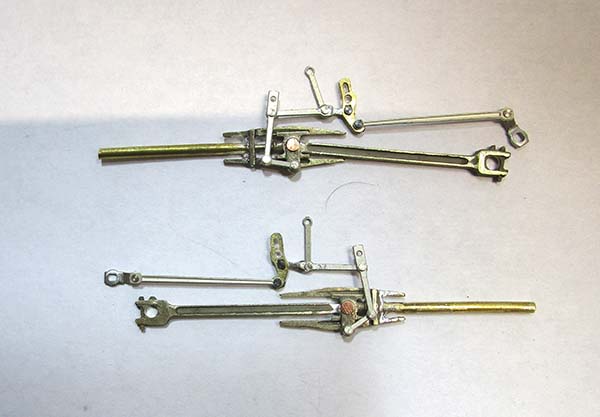
1 - Le châssis avec le train de roues accouplées de 150 C Roco est utilisé. L’essieu accouplé moteur est déplacé de la 3ème à la 4ème position . Les bielles d’accouplement arrières sont coupées, et des bielles de 141 TA Jouef (même entr’axe) remplacent les parties supprimées entre les 3ème et 4ème essieux.
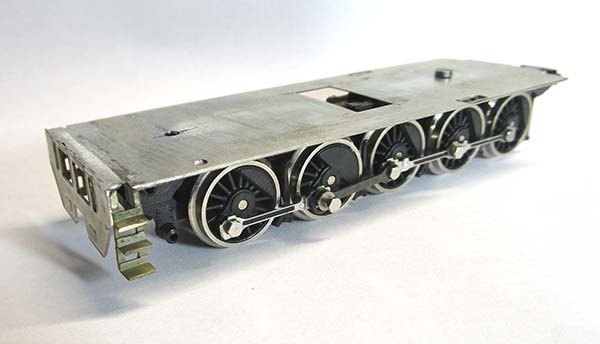
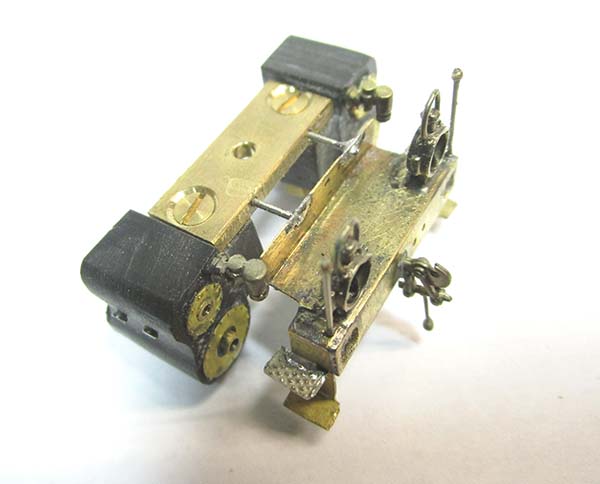
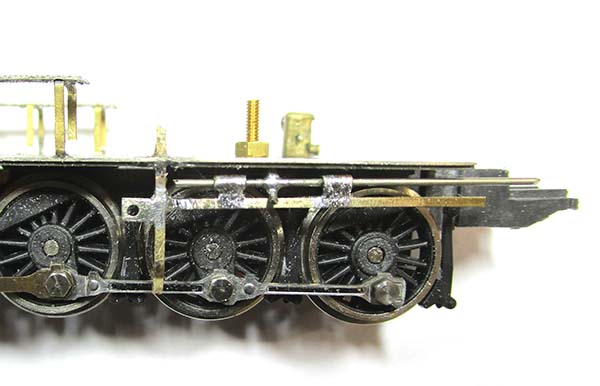
2 - Le tablier est reconstitué à partir de celui de 140 B M.T. (ancien kit non commercialisé, mais dont j’ai de nombreux tabliers inutilisés dans un tiroir). Marchepieds M.T. Réf. march 10 à l’arrière.
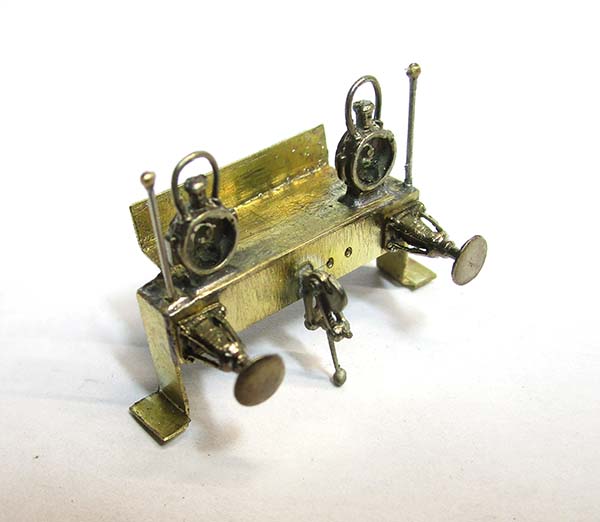
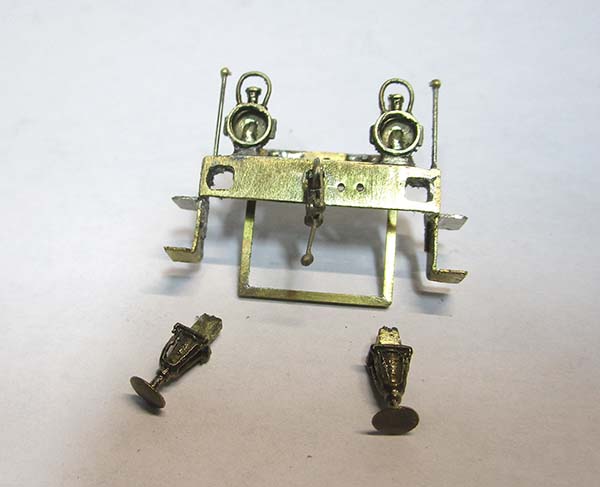
3 - Bloc-cylindres en résine en 2 parties, sculpté dans d’anciennes pièces pour 241 A/D autrefois au catalogue (il m’en reste quelques-unes). Les bouchons de cylindres et tiroirs sont représentés par des éléments tirés d’une plaque M.T. Réf. div 70. Contre-tiges de pistons M.T. Réf. div 76.
4 - Le bloc-cylindres étant positionné sur le châssis, confection d’un berceau de boîte à fumée en résine, taillé dans d’anciennes pièces de kits M.T. Cette pièce est faite en deux parties collées ensemble ensuite, car sur cette loc’ le haut du bloc-cylindres dépasse le niveau du tablier.

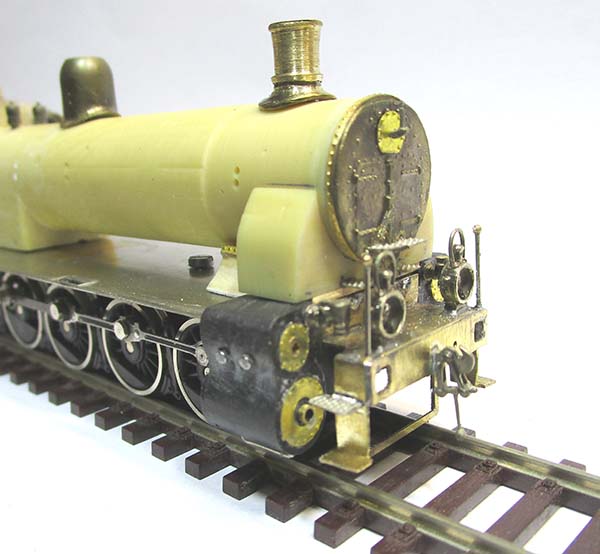
5 - Le corps cylindrique – en résine – est taillé à partir d’une pièce de l’ancien kit M.T. de Mikado PLM, réduite au tour pour obtenir le bon diamètre : 18 mm, et 17 pour la boîte à fumée. Porte de boîte à fumée M.T. Réf. pbf 15, soupapes M.T. Réf. soup 03, cheminée M.T. Réf. chem 08. Les dômes sont des pièces retrouvées dans mes tiroirs, elles proviennent d’autres fabricants.
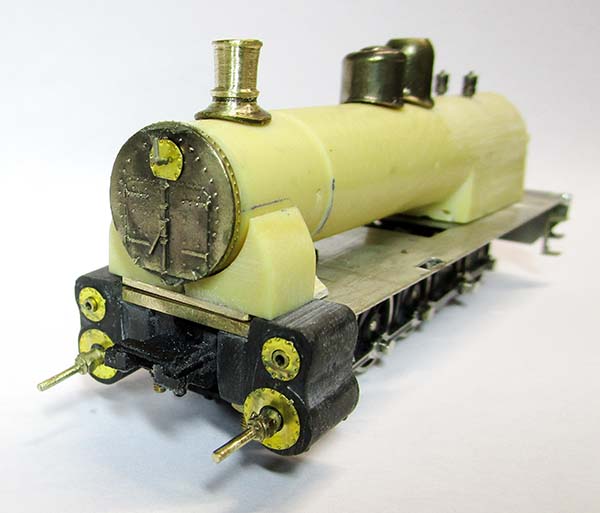
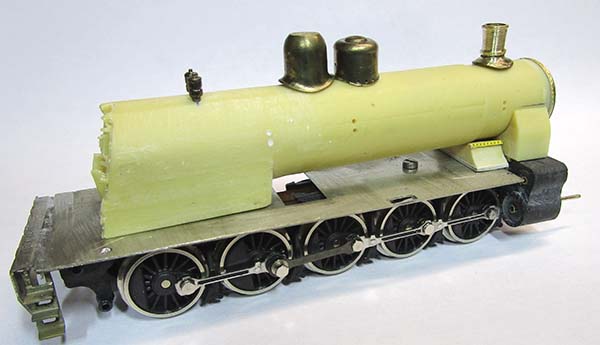
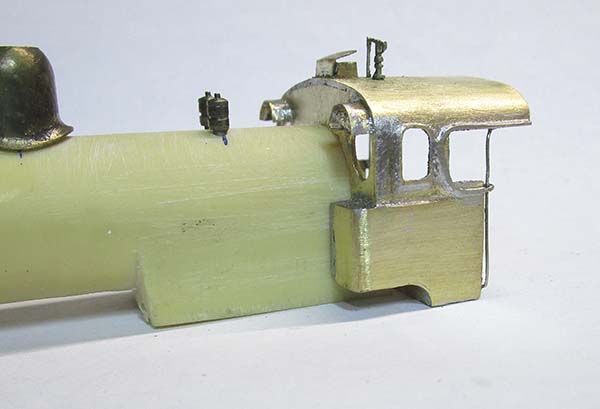
6 et 7 - Ajustement des premiers éléments confectionnés, pour vérifier les hauteurs. Perçage des trous de fixation à l’avant et à l’arrière, dans le tablier et le corps cylindrique.

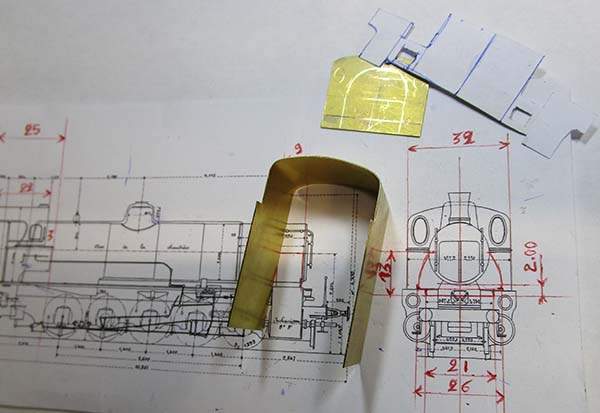
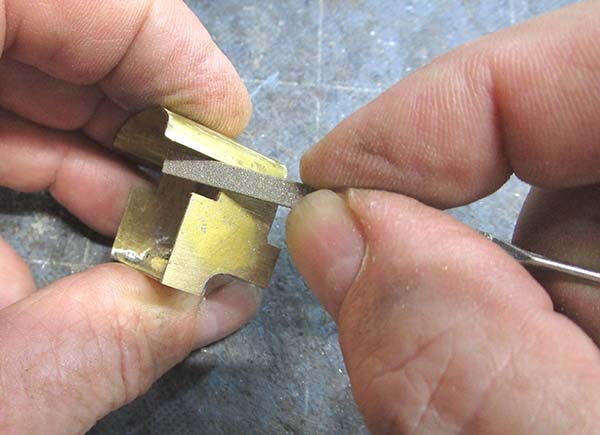
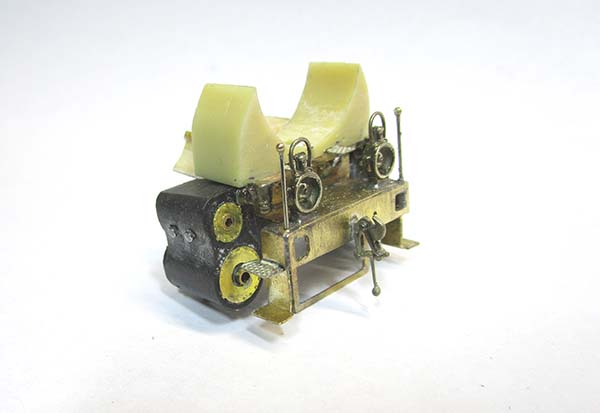
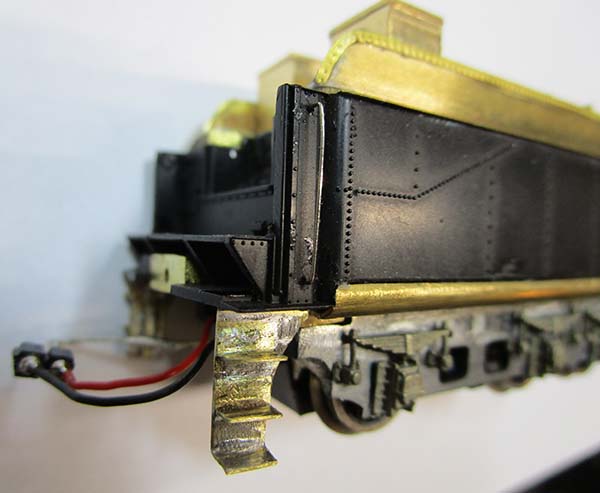
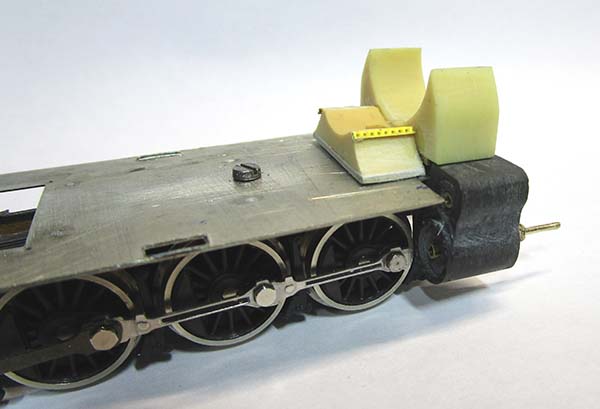
8 - Non, ce n’est pas un engin hybride, mais la première opération dans la réalisation de l’abri : une bande de tôle de laiton ép. 0.40 est cintrée en respectant le galbe de la toiture. Les deux côtés sont rabattus parallèlement, en s’assurant ainsi qu’ils se trouveront en léger retrait une fois posés sur le tablier.